






















সব পণ্য
-
বিজোড় খাদ ইস্পাত পাইপ
-
স্টেইনলেস স্টীল বিজোড় পাইপ
-
বিজোড় কার্বন ইস্পাত পাইপ
-
স্টেইনলেস স্টীল পাইপ
-
এসএস ঢালাই টিউব
-
স্টেইনলেস স্টীল শীট প্লেট
-
স্টেইনলেস স্টীল কুণ্ডলী ফালা
-
স্টেইনলেস স্টীল বার
-
স্টেইনলেস স্টীল তারের রড
-
কার্বন ইস্পাত প্লেট
-
কার্বন ইস্পাত কয়েল
-
কার্বন ইস্পাত টিউব
-
কার্বন ইস্পাত বার
-
কার্বন ইস্পাত তার
-
খাদ ইস্পাত শীট
-
খাদ ইস্পাত কুণ্ডলী
-
খাদ ইস্পাত বার
-
খাদ ইস্পাত তার
-
 এডুয়ার্ডোকুণ্ডলীটি খুব ভালভাবে প্যাকেজ করা হয়েছিল এবং দ্রুত পাঠানো হয়েছিল। পণ্যটি বর্ণনার সাথে খাপ খায়। আবার কেনার কথা ভাবছি৷ সত্যিই একটি দুর্দান্ত পণ্য৷ আমি অন্যান্য পণ্য চেষ্টা করেছি এবং এটি এখন পর্যন্ত আমার ব্যয় করা সেরা অর্থ।
এডুয়ার্ডোকুণ্ডলীটি খুব ভালভাবে প্যাকেজ করা হয়েছিল এবং দ্রুত পাঠানো হয়েছিল। পণ্যটি বর্ণনার সাথে খাপ খায়। আবার কেনার কথা ভাবছি৷ সত্যিই একটি দুর্দান্ত পণ্য৷ আমি অন্যান্য পণ্য চেষ্টা করেছি এবং এটি এখন পর্যন্ত আমার ব্যয় করা সেরা অর্থ। -
 ডেভিডপ্রথমবার আমরা চীন থেকে একটি বড় প্রকল্প আমদানি করি, পরিষেবার জন্য চমৎকার এবং সত্যিই পেশাদার। আমার পণ্যগুলি গৃহীত হয়েছে, পণ্যগুলি মোটেই ক্ষতিগ্রস্থ হয়নি৷ গুণমান এবং কারিগর খুব ভাল, উপকরণগুলিও খুব ভাল, আমি খুব সন্তুষ্ট। তাদের সুপারিশ!
ডেভিডপ্রথমবার আমরা চীন থেকে একটি বড় প্রকল্প আমদানি করি, পরিষেবার জন্য চমৎকার এবং সত্যিই পেশাদার। আমার পণ্যগুলি গৃহীত হয়েছে, পণ্যগুলি মোটেই ক্ষতিগ্রস্থ হয়নি৷ গুণমান এবং কারিগর খুব ভাল, উপকরণগুলিও খুব ভাল, আমি খুব সন্তুষ্ট। তাদের সুপারিশ! -
 হুজেশাফিআমি এই আমদানির সাথে খুব সন্তুষ্ট। গুণমান খুব ভাল এবং দাম যুক্তিসঙ্গত। বিক্রেতা খুব পেশাদার এবং প্রতিক্রিয়াশীল। আমি অবশ্যই এই বিক্রেতার কাছ থেকে আবার কিনব।
হুজেশাফিআমি এই আমদানির সাথে খুব সন্তুষ্ট। গুণমান খুব ভাল এবং দাম যুক্তিসঙ্গত। বিক্রেতা খুব পেশাদার এবং প্রতিক্রিয়াশীল। আমি অবশ্যই এই বিক্রেতার কাছ থেকে আবার কিনব।
8620 8740 খাদ ইস্পাত পণ্য ফ্ল্যাট বার 21NiCrMo2 SNCM220






| উৎপত্তি স্থল | শ্যানডং চীন |
|---|---|
| পরিচিতিমুলক নাম | TESTE |
| সাক্ষ্যদান | ISO TUV SGS BIS CE |
| ন্যূনতম চাহিদার পরিমাণ | 3 টন |
| মূল্য | Negotiate |
| প্যাকেজিং বিবরণ | ইস্পাত শীট এবং প্যালেট প্যাক করার জন্য লোহার শীট দিয়ে.এছাড়াও প্রতিটি বান্ডিলের উপর শিপিং চিহ্ন তৈর |
| ডেলিভারি সময় | 5-15days পরিমাণ উপর নির্ভর করে |
| পরিশোধের শর্ত | এল/সি, ডি/এ, ডি/পি, টি/টি, ওয়েস্টার্ন ইউনিয়ন, মানিগ্রাম, ওএ |
| যোগানের ক্ষমতা | প্রতি মাসে 5000টন |
পণ্যের বিবরণ
| পণ্যের নাম | খাদ ইস্পাত শীট | তাপ চিকিত্সা | +A+,N+,NT+,QT |
|---|---|---|---|
| বেধ | 3 মিমি ~ 1500 মিমি | উপরিভাগ | কালো, গ্রাউন্ডেড, খোসা ছাড়ানো/বাঁকানো, পালিশ |
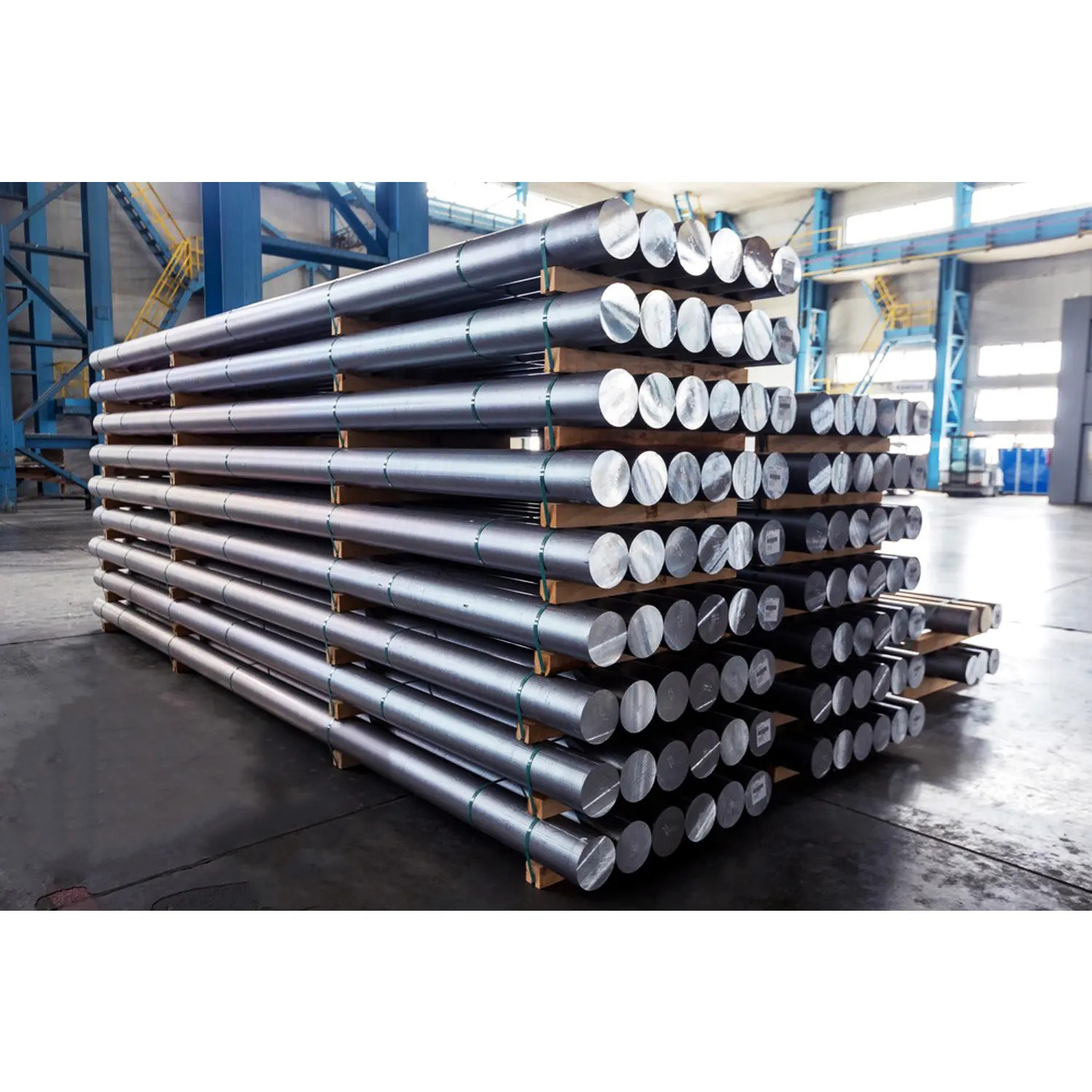
| পণ্যের নাম | খাদ ইস্পাত বার | উচ্চ আলো | পাইপ |
| বিশেষভাবে তুলে ধরা | 8620 খাদ ইস্পাত বার,8740 খাদ ইস্পাত বার,42crmo4 খাদ ইস্পাত বার |
||
পণ্যের বর্ণনা
AISI 8620/21NiCrMo2/SNCM220 অ্যালয় স্টিল শীট
AISI 8620 ইস্পাত হল একটি নিম্ন খাদযুক্ত নিকেল, ক্রোমিয়াম, মলিবডেনাম কেস হার্ডেনিং স্টিল, সাধারণত সর্বোচ্চ কঠোরতা সর্বোচ্চ HB 255 সহ রোলড অবস্থায় সরবরাহ করা হয়। এটি সাধারণত 8620 রাউন্ড বারে সরবরাহ করা হয়।
এটি শক্ত হওয়ার চিকিত্সার সময় নমনীয়, এইভাবে কেস/মূল বৈশিষ্ট্যগুলির উন্নতি সক্ষম করে।প্রি-কঠিন এবং টেম্পারড (uncarburized) 8620 নাইট্রাইডিং দ্বারা পৃষ্ঠকে আরও শক্ত করা যেতে পারে।যাইহোক, এটি কম কার্বন সামগ্রীর কারণে শিখা বা আবেশন শক্ত হওয়ার জন্য সন্তোষজনকভাবে সাড়া দেবে না।
ইস্পাত 8620 অ্যাপ্লিকেশনের জন্য উপযুক্ত যার জন্য কঠোরতা এবং পরিধান প্রতিরোধের সমন্বয় প্রয়োজন।
রাসায়নিক রচনা
| উপাদান | গ | Mn | সি | পৃ | এস | মো |
| 4140 | 0.38~0.43% | 0.75~1.0% | 0.15~0.30% | ০.০৩৫% | ০.০৪% | 0.15~0.25% |
| 4130 | 0.28~0.33% | 0.70~0.90% | 0.15~0.35% | ০.০৩৫% | ০.০৪% | 0.15~0.25% |
| 4340 | 0.38%~0.43% | 0.60~0.80% | 0.15~0.35% | ০.০৩৫% | ০.০৪% | 0.20~0.30% |
| 5140 | 0.38~0.48% | 0.70~0.90% | 0.15~0.35% | ০.০৩৫% | ০.০৪% | - |
| 8620 | 0.18~0.23% | 0.70~0.90% | 0.15~0.35% | ০.০৩৫% | ০.০৪% | 0.15~0.25% |
তাপ চিকিত্সার বিকল্প
- +A: অ্যানিলড (পূর্ণ/নরম/গোলাকার)
- +N: স্বাভাবিক
- +NT: স্বাভাবিক এবং টেম্পারড
- +QT: নিভে যাওয়া এবং টেম্পারড (জল/তেল)
বানোয়াট এবং তাপ চিকিত্সা
যন্ত্রশক্তি
দীর্ঘ, আঠালো চিপ এই alloys machinability বৈশিষ্ট্য.এটি অ্যানিলেড অবস্থায় মেশিন করা যেতে পারে, তবে শর্ত H1150M সেরা ফলাফল দেবে।এই অবস্থায় মেশিনিং করলে চূড়ান্ত শক্ত হওয়ার আগে যন্ত্রাংশের পোস্ট মেশিনিং সলিউশন ট্রিটমেন্ট প্রয়োজন হবে।
ঢালাই
সাধারণ ফিউশন এবং প্রতিরোধের পদ্ধতি দ্বারা সফলভাবে ঢালাই করা হয়েছে, এই খাদটি অক্সিসিটাইলিন ঢালাই দ্বারা যুক্ত হওয়া উচিত নয়।AWS E/ER630 ফিলার ধাতু প্রয়োজন হলে সুপারিশ করা হয়।
তাপ চিকিত্সা
শর্ত A--সম্পূর্ণ মার্টেনসাইট রূপান্তরের জন্য 1900 F (1038 C) 30 মিনিটের জন্য ভিজিয়ে রাখুন এবং 60 F (16 C) এর নিচে ঠান্ডা করুন।কন্ডিশন H 950- ট্রিট কন্ডিশন A উপাদান 900 F(482 C) 1 ঘন্টার জন্য, এয়ার কুল.. কন্ডিশন H925, H1025, H1075, H1100, H1150- নির্দিষ্ট তাপমাত্রায় 4 ঘন্টার জন্য দ্রবণ শোধিত উপাদান ভিজিয়ে রাখুন, এয়ার কুল, শর্ত H15 - দ্রবণ প্রক্রিয়াকৃত উপাদানকে 1400 F (760 C) তাপমাত্রায় 2 ঘন্টা ভিজিয়ে রাখুন, বায়ু শীতল করুন, তারপর 4 ঘন্টার জন্য 1150 F (620 C) এ পুনরায় গরম করুন এবং বায়ু শীতল করুন।
জোড়দার করা
ফোরজি করার আগে 2150 F (1177 C) তাপমাত্রায় 1 ঘন্টা ভিজিয়ে রাখুন।1850 F (1010 C) এর নিচে কাজ করবেন না।চূড়ান্ত শক্ত হওয়ার আগে পোস্ট-ওয়ার্ক সমাধান চিকিত্সা প্রয়োজন।
স্ট্রেস রিলিভিং
পূর্ব-কঠিন ইস্পাতের জন্য স্ট্রেস রিলিভিং ইস্পাত 4340 থেকে 500 থেকে 550 ডিগ্রি সেলসিয়াসের মধ্যে গরম করার মাধ্যমে অর্জন করা হয়।600 °C - 650 °C পর্যন্ত তাপ করুন, পুরো বিভাগে তাপমাত্রা সমান না হওয়া পর্যন্ত ধরে রাখুন, প্রতি 25 মিমি সেকশনে 1 ঘন্টা ভিজিয়ে রাখুন এবং স্থির বাতাসে শীতল করুন।
অ্যানিলিং
844°C (1550 F) তাপমাত্রায় একটি সম্পূর্ণ অ্যানিল করা যেতে পারে এবং তারপরে নিয়ন্ত্রিত (চুল্লি) ঠাণ্ডা করা যেতে পারে যা প্রতি ঘন্টায় 10°C (50 F) এর চেয়ে দ্রুত গতিতে 315°C (600 F) এ নেমে যায়।315°C 600F থেকে এটি বায়ু শীতল হতে পারে।
টেম্পারিং
AISI 8620 অ্যালয় স্টিল টেম্পারিংয়ের আগে তাপ চিকিত্সা বা স্বাভাবিক করা এবং তাপ চিকিত্সা করা অবস্থায় থাকা উচিত।টেম্পারিং তাপমাত্রা কাঙ্ক্ষিত শক্তি স্তরের উপর নির্ভর করে।শক্তি স্তরের জন্য 260 - 280 ksi রেঞ্জ মেজাজে 232°C (450 F)।125 - 200 ksi রেঞ্জ টেম্পারে শক্তির জন্য 510°C (950 F)।এবং 4340 স্টিলগুলি 220 - 260 ksi শক্তি পরিসরে থাকলে তা টেম্পার করবেন না কারণ টেম্পারিংয়ের ফলে এই স্তরের শক্তির জন্য প্রভাব প্রতিরোধের অবনতি হতে পারে।
মেজাজ ভঙ্গুরতার কারণে 250 °C - 450 °C এর মধ্যে সম্ভব হলে টেম্পারিং এড়ানো উচিত।
প্রস্তাবিত পণ্য